





НОВОСТИ
Выездное заседание
На территории базы «Шепильская» (г. Львов)
(подробнее)РЕКЛАМА

атериалы для ремонта
Материалы «РЭМ-сталь», «РЭМ-Алюминий», адгезив «ПГР-4»
Технология «холодной сварки» - адгезионное соединение металлов металлполимерными композитными материалами.
Область применения:
- Устранение несквозных дефектов глубиной до 60% от толщины стенки трубы на трубопроводах диаметром до 1220 мм (включительно) и глубиной до 50% от толщины стенки трубы на газопроводах диаметром 1420 мм
- дефектов наружной (механические и коррозионные поражения) поверхности трубы, вмятины, размеры которых не превышают 5% диаметра трубы
- дефектов кольцевых сварных стыков (непровары, смещение кромок, а также шлаковые включения, поры и т.д.), выполненных дуговыми методами сварки (ручной и механизированной).
Технология «холодной сварки» применима для ремонта и восстановления металлоконструкций, труб, запорной арматуры и резервуаров во всех отраслях.
Технические данные материалов «Холодная сварка»
Наименование показателей |
РЭМ-Сталь |
РЭМ-Алюминий |
ПГР-4 |
|
Внешний вид |
Однородная пастообразная масса |
Однородная пастообразная масса |
Однородная пастообразная масса |
|
Жизнеспособность при температуре от +10°С до +35°С с момента окончания перемешивания компонентов А и Б, мин., не менее: |
45 |
45 |
120 |
|
Твердость по Шору А через 24 часа после начала отвердевания при температуре от +10°С до +35°С, условные единицы, не менее: |
98 |
94 |
90 |
|
Разрушающее напряжение при растяжении, МПа, не менее: |
22 |
15 |
39 |
|
Адгезия к стальной поверхности, МПа, не менее: |
15 |
15 |
21 |
|
Прочность при статическом изгибе (изгибающее напряжение при разрушении), МПа, не менее: |
40 |
30 |
81 |
|
Плотность, г/см3 |
2,4-2,5 |
1,6-1,7 |
1,12-1,16 |
|
Электрическая прочность на пробой при переменном токе, кВ/мм, не менее: |
1,5 |
1,1 |
2,1 |
С помощью материалов «холодной сваркой» был качественно и быстро проведен ремонт дефектных участков магистральных газопроводов «Уренгой-Помары-Ужгород» (диаметр – 1420 мм, рабочее давление - 75 кгс/см2) и «Арарат-Ереван» (диаметр – 720 мм, рабочее давление – 5,5 мПа) без остановки работы трубопровода.
Как показывает опыт ремонтов газонефтепроводов ТЭК России, стоимость ремонта без остановки работы газонефтепроводов, в 1,5-2 раза дешевле, чем ремонт электросваркой. Стоимость ремонтов запорной арматуры дешевле в 20 раз, а ремонтов резервуаров ГСМ – в 25 раз, чем стандартный ремонт с применением электросварки.

Композитные усиливающие муфты представляют собой сложные многослойные системы на основе полимерных и армирующих материалов. Основное назначение композитных усиливающих муфт - повышение прочности и надежности участков магистральных трубопроводов.
Отличительной особенностью разработанной технологии является дифференцированный подход к определению толщины и конструкции усиливающей муфты в зависимости от требований к объекту, его геометрических размеров, категории участка и необходимых мер разгрузки трубы для получения максимального эффекта усиления трубопровода.
Основные физико-механические показатели усиливающих муфт:
Средняя толщина композитного бандажа |
2- 8 мм |
|
Адгезия композитного бандажа к стальной поверхности |
25 МПа |
|
Прочность при ударе |
35 Дж |
|
Твёрдость по Бринеллю |
100 кгс/мм2 |
|
Переходное электрическое сопротивление, не менее |
4,6*1011 Ом/мм2 |
|
Сплошность поверхности бандажа |
5,0 кВ/мм |
|
Объёмная усадка, не более |
1,5-2% |
|
Полное время полимеризации |
до 24-х часов |
Конструкция усиливающей муфты: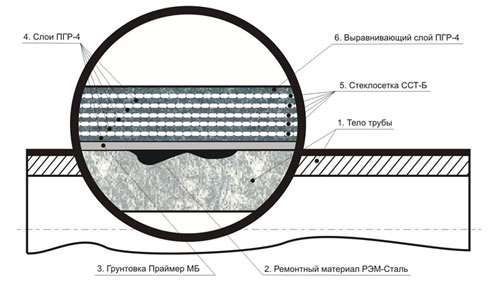
1. Тело трубы или металлоконструкции, подлежащей усилению или ремонту с помощью муфт.
2. Ремонтный материал «РЭМ-сталь» для предварительного выравнивания поражённых коррозией и повреждённых участков.
3. Грунтовка «Праймер-МБ» для защиты поверхности трубы от коррозии и повышения адгезии материала с поверхностью изолируемого участка.
4. Адгезив ПГР-4, наносимый на каждый слой армирующей стеклосетки ССТ-Б в качестве связующего.
5. Стеклосетка ССТ-Б для придания необходимой прочности композитной конструкции.
6. Выравнивающий (поверхностный) слой адгезива ПГР-4.
Все работы по установке упрочняющих муфт КСМ выполняются при температуре воздуха и поверхности трубы +(5÷40)°С и относительной влажности воздуха до 85%.
Установка упрочняющей муфты производится в следующей технологической последовательности:
- Перед началом работы проводят разметку зоны установки упрочняющих муфт.
- С помощью ремонтного материала РЭМ-Сталь заделывают неровности на поверхности трубы
(коррозионные каверны, вмятины и т.п.). После отверждения ремонтного материала поверхность шлифуется до восстановления геометрических размеров. - Поверхность металла обрабатывают абразивоструйным способом или ручным электроинструментом для удаления продуктов коррозии и придания необходимой шероховатости.
- Для улучшения адгезии и коррозионной защиты поверхности трубы подготовленную поверхность и допуски шириной 100-150 мм в обе стороны от места установки упрочняющей муфты грунтуют с помощью валика или механизированным способом. Для этого применяют грунтовку «Праймер-МБ».
- Наносят слои адгезива ПГР-4 и наматывают армирующую сетку ССТ-Б в последовательности: слой адгезива ПГР-4 толщиной 1-1,5 мм, затем слой армирующей сетки ССТ-Б с небольшим натягом по поверхности адгезива.
- Разравнивают поверхность последнего (наружного) слоя адгезива ПГР-4.
- Выдерживают муфту для набора прочностных характеристик.
- Производят контроль параметров усиливающей муфты.
Ремонт дефектов металлических конструкций с помощью полимерных композитных ремонтных материалов «РЭМ-Сталь» и «РЭМ-Алюминий»
Материалы полимерные композитные ремонтные «РЭМ-сталь» и «РЭМ-алюминий» (далее по тексту - композитные материалы или компаунды) представляют собой металлонаполненные двухкомпонентные материалы на эпоксидной основе. Основной наполнитель для «РЭМ-сталь» - нержавеющая сталь, для «РЭМ-алюминий» - алюминий.
Назначение композитных материалов – проведение ремонтных работ в цеховых и полевых условиях по устранению дефектов различного происхождения на объектах нефтяной и газовой промышленности, машиностроения, технологического оборудования и в городском хозяйстве.
Технологический процесс нанесения приготовленных материалов осуществляется по следующей схеме:
- подготовка поверхности ремонтируемых деталей;
- приготовление композитного материала;
- нанесение материала на ремонтируемую поверхность;
- отверждение композитного материала.
Металлические поверхности, предназначенные для ремонта, подвергают струйной обработке до степени 2 по ГОСТ 9.402 или St 3 по стандарту ISO 8501-1. с шероховатостью поверхности по ГОСТ 25142 Rz 30-100 мкм. В случаях, когда затруднено использование струйной обработки, допускается обработка поверхностей шлифовальными шкурками или ручным электроинструментом.
До начала процесса нанесения поверхность металла изделий не должна иметь масляных, жировых и других загрязнений. При наличии на поверхности изделия визуально определяемой влаги производится ее нагрев газовыми горелками или обдув теплым, сухим, очищенным воздухом.
Поверхность детали или узла после пескоструйной обработки перед нанесением ремонтных материалов должна быть обезжирена.
Композитные материалы приготавливают смешиванием необходимого количества компонента А и компонента Б непосредственно перед употреблением.
Наименование композитного материала |
Рецептура приготовления |
|||
|
По массе, кг |
По объему, л |
|||
|
Компонент А |
Компонент Б |
Компонент А |
Компонент Б |
|
|
РЭМ-сталь |
1,7 |
1 |
2 |
1 |
|
РЭМ-алюминий |
2 |
1 |
2 |
1 |

Компоненты А и Б перемешиваются до получения однородной по цвету и консистенции пастообразной массы в течение 5-10 мин. Жизнеспособность (посудное время) не должна превышать 40 минут Композитные материалы наносят на поверхность деталей, подготовленных к ремонту, равномерным сплошным слоем с помощью шпателя или плоской лопатки. Толщина краев нанесенного композитного материала на ремонтируемом участке должна быть не менее 1,5-2,0 мм.
Для придания поверхности нанесенного ремонтного материала гладкой формы, до его окончательного отверждения, следует проглаживать поверхность через полиэтиленовую или фторопластовую пленку. После окончательного отверждения пленку удалить.

При заполнении ремонтными материалами узких зазоров допускается производить их нагрев до температуры 45°С, однако жизнеспособность ремонтных материалов при этом снижается в три раза.
Избыток ремонтных материалов с поверхности ремонтируемой детали удаляют до их отверждения.
Время отверждения составляет не менее 24-х часов. При этом не допускаетсямеханическое воздействие на ремонтируемое место.


Внешняя геометрия участка, отремонтированного композитными материалами «РЭМ-сталь» и «РЭМ-алюминий», восстанавливается путем механической обработки с помощью ручного инструмента (напильник, наждачные материалы) или механизированным способом на токарных, фрезерных, сверлильных или шлифовальных станках.
Грунтование поверхности
Грунтовое покрытие (далее по тексту - «Праймер-МБ», грунтовка) представляет собой двухкомпонентную систему быстрого отверждения на эпоксидной основе.
Назначение грунтовки - защита металлической поверхности от коррозии при эксплуатации в грунтах и на воздухе, повышение адгезии эпоксидных, полиуретановых и иных покрытий к стали.

Перед нанесением грунтовки «Праймер-МБ» поверхность труб должна быть очищена от продуктов коррозии до степени не менее:
- В случае трассового нанесения 2 по ГОСТ 9.402 или St 3 по стандарту ISO 8501-1. с шероховатостью поверхности по ГОСТ 25142 Rz 30-100 мкм при толщине слоя грунтовки не менее Rz+20 мкм.
- В случае заводского (базового) нанесения 1 по ГОСТ 9.402 или Sa 2 по стандарту ISO 8501-1, с шероховатостью поверхности по ГОСТ 25142 Rz 60-150 мкм при толщине слоя грунтовки не менее Rz+20 мкм.
До начала процесса нанесения поверхность металла изделий не должна иметь масляных, жировых и других загрязнений. При наличии на поверхности изделия визуально определяемой влаги производится ее нагрев газовыми горелками или обдув теплым, сухим, очищенным воздухом.
После пескоструйной обработки и проведения контрольного обследования поверхность трубы следует обдуть воздухом и нанести праймер.
Нанесение грунтовки должно быть произведено не позднее 2-х часов при относительной влажности воздуха 80-85% и не более 3-х часов при относительной влажности воздуха до 80% после окончания пескоструйной обработки. В случае превышения этого времени или появления на поверхности трубы рыжего налета следует провести легкую пескоструйную обработку поверхности трубы до появления металлического блеска.
Грунтовку «Праймер-МБ» поставляют в виде двух обязательных компонентов: Компонент А (основа) и Компонент Б (отвердитель) в соотношении по массе 1:0,72 (А:Б) или 1:0,79 (А:Б) по объему.
Во избежание осадка на дне емкости с Компонентом А необходимо перемешать Компонент А с помощью миксера (пневматического или электрического) в течение 5-10 минут до однородной массы. Наличие осадка до перемешивания на качество Компонента А после перемешивания не влияет.
Компонент Б переливается в емкость с Компонентом А при постоянном перемешивании. Перемешивание производят в течение не менее 10-15 минут до однородного цвета смеси с помощью миксера.

Грунтовка может наноситься на стальные поверхности при температуре окружающего воздуха +(5÷50)°С. Относительная влажность воздуха при нанесении покрытия должна быть не выше 95%.
Нанесение подготовленной грунтовки проводится вручную (кистью, валиком) или установкой безвоздушного напыления. Подготовка установки безвоздушного нанесения и ее обслуживание производится в соответствии с Инструкциями изготовителя оборудования. В случае нанесения грунтовки при температуре наружного воздуха выше +25°С следует учитывать, что нагрев шлангов на солнце может достигать температуры до +50°С и при этом жизнеспособность грунтовки падает до 30 минут. В соответствии с этим следует при перерывах в работе более 30 минут прикрывать или переносить в тень установку и шланги с пистолетом.

Грунтовка наносится в два прохода с промежуточной выдержкой между проходами до 20-30 минут. Толщина слоя грунтовки в каждом проходе должна приблизительно составлять не более 50±10 мкм (эта толщина слоя характерна слабым просвечиванием металла через грунтовку). Общая толщина слоя грунтовки должна быть 100±30 мкм, но не мене Rz+20 мкм. При нанесении грунтовки на поверхность трубы следует избегать потеков, для чего расстояние между пистолетом и поверхностью трубы должно выдерживаться в пределах 30-40 см, а скорость проводки - такой, чтобы не допускать возникновения потеков.
После нанесения грунтовки покрытие должно быть выдержано до полного отверждения перед нанесением бандажа:
- при температуре +(5÷15) °С при толщине покрытия 100±30 мкм не менее 8 часов;
- при температуре +(15÷30)°С при толщине покрытия 100±30 мкм не менее 4 часов;
- при температуре +(30÷50)°С при толщине покрытия 100±30 мкм не менее 2 часов.
Установка бандажа с применением полимерного композитного ремонтного материала ПГР-4
Композитный ремонтный материал ПГР-4 (далее по тексту - адгезив) предназначен для строительных и ремонтно-восстановительных работ в цеховых и полевых условиях, взамен сварочных, паяльных и строительных работ на объектах нефтяной и газовой промышленности, машиностроения, технологического оборудования, в городском и бытовом хозяйстве:
- при устранении коррозионных и других дефектов поврежденных участков трубопроводов с помощью конструктивных элементов из полимерных композитных материалов и металлов в качестве связующего состава:
- при ремонте емкостей и буллитов;
- при ремонте корпусных деталей машин и механизмов;
Допускается использовать дополнительные армирующие материалы (металлическая и полимерная сетка, стеклоткань, полимерные и стеклянные волокна) с целью повышения несущей способности трубопроводов.
Поверхность, на которую наносят ПГР-4, должна быть сухой и очищенной от продуктов коррозии и жировых загрязнений. Проверка следов влаги и жировых загрязнений проводится путем протирки зоны ремонта белой хлопчатобумажной тканью, присутствие продуктов коррозии определяется визуально. При наличии влаги на поверхности ремонтируемого участка его предварительно просушивают путем нагрева до температуры не выше +50°С.
Подготовка поверхностей к ремонту, приготовление и нанесение ПГР-4 следует производить при температуре +(5÷30)°С и относительной влажности воздуха не выше 80%.
При температуре выше +30°С берут уменьшенные порции компонентов А и Б при сохранении их соотношения. Емкость, в которой производят смешение компонентов ПГР-4, должна охлаждаться водой.
Приготовление ПГР-4 производят непосредственно перед нанесением на ремонтируемую поверхность в объеме, обеспечивающем его полное использование.
Ремонтные работы с применением ПГР-4 должны осуществляться единым технологическим процессом. Определяющим фактором длительности перерывов между технологическими операциями является посудное время (жизнеспособность) адгезива: два часа при температуре +20°С с момента приготовления до начала полимеризации. При температуре выше +20°С посудное время уменьшается.
Адгезив ПГР-4 готовят смешиванием компонентов А и Б. Для приготовления композиции ПГР-4 необходимо в емкость с компонентом А вылить содержимое упаковки Б. Слив Компонента Б из емкости производить самотеком в течение 0,5-1 минуты. Оставшийся Компонент Б на стенках банки считать не требуется.
Наименование композитного материала |
Рецептура приготовления |
|||
|
По массе, кг |
По объёму, л |
|||
|
Компонент А |
Компонент Б |
Компонент А |
Компонент Б |
|
|
ПГР-4 |
1,0 |
0,2 |
1,0 |
0,25 |
Смешение компонентов А и Б при приготовлении ПГР-4 в объеме более 1 кг (л) производят миксером (насадкой, закрепленной на дрели). Периодически лопаткой производят соскабливание смеси с краев емкости. Попадание влаги при перемешивании компонентов А и Б не допускается.
Технологический процесс нанесения приготовленного ПГР-4 осуществляется по следующей схеме:
- подготовка ремонтных поверхностей:
- приготовление материала:
- нанесение материала на ремонтируемые поверхности;
- обеспечение плотного прилегания ремонтируемых поверхностей и их фиксации в течение посудного времени;
- отверждение материала.
Нанесение ПГР-4 на влажную поверхность не допускается.

Первый слой ПГР-4 наносят на ремонтные поверхности равномерным сплошным слоем с помощью шпателя, кисти или валика в зависимости от площади ремонтируемого участка. Толщина слоя при нанесении ПГР-4 определяется текучестью материала, характером поверхности, на которую он наносится и должна быть не менее 1,0 мм.
Избыток материала удаляется до его отверждения.

На слой нанесенного адгезива в направлении 6 или 9 часов устанавливают край стеклосетки и, прижав начало рулона, с небольшим натягом делают первый виток, обращая внимание на равномерный натяг полотна, отсутствие вздутий и провисаний. При этом стеклосетка должна быть полностью смочена и «утоплена» в адгезиве. Последующие слои укладываются с несколько большим усилием натяжения. В случае недостаточной толщины слоя адгезива для полного смачивания сетки следует нанести дополнительное количество ПГР-4 на уже уложенный слой и выровнять его широким шпателем.

Конец полотна выравнивают, натягивают и прижимают к предыдущему слою валиком или широким шпателем. Выступивший адгезив ПГР-4 разравнивают, при необходимости добавляют материал и формируют наружный слой адгезива, который должен иметь толщину не менее 1,0 мм. Для более полного выравнивания поверхности на весь защищаемый участок наносят равномерный слой адгезива ПГР-4, разравнивая его шпателем.
Количество слоев регламентируется упрочняющей способностью муфты. Стандартная процедура предусматривает наложение 7 слоев стеклосетки. При усилении продолжительных участков трубопровода последовательно устанавливается несколько муфт. Каждая следующая муфта устанавливается вплотную к предыдущей.
Время отверждения ПГР-4 составляет при температуре +20°С не менее 24-х часов. В течение этого периода недопустимо механическое воздействие на ремонтируемое место.
При использовании ПГР-4 в качестве связующего состава должно обеспечиваться плотное прилегание соединяемых поверхностей и фиксация конструкционных элементов в течение времени, превышающего посудное.
Операции по намотке стеклосетки необходимо выполнять в минимально возможные сроки для завершения указанных работ в период жизнеспособности адгезива ПГР-4.
При проведении ремонтных работ на объектах нефтяной и газовой промышленности с использованием материала ПГР-4 необходимо выполнять требования и указания "Руководящего документа", утвержденного ОАО "Газпром" от 19 августа 1998 года, Инструкции Газового надзора ОАО "Газпром" и СЮО "ВНИИСТ-СКТ" по технологии применения ремонтных материалов типа ПГР-4.
Применение армированного стеклосеткой полимерного адгезива ПГР-4 позволило на 40-45% снизить стоимость ремонта газопровода Д 1020 с помощью усиливающих муфт. Затраты на материалы при этом сократились в 2,5 раза.
Материалы БИУРС обеспечиваются технической поддержкой. По вопросам, связанным с подбором, техникой и аппаратурой нанесения, а также эксплуатацией покрытий, выпускаемых группой компаний «БИУРС», можно получить консультацию у специалистов.